FLEXIBLE PACKAGING




Flexible Packaging is a versatile packaging solution manufactured from flexible materials such as plastic films, laminates, aluminum foil, and multi-layer structures. Engineered to provide effective barrier protection against moisture, oxygen, light, and contamination, it helps maintain product quality throughout the supply chain while enhancing shelf appeal.
Widely used across industries including food and beverage, agriculture, animal nutrition, consumer goods, and pharmaceuticals, flexible packaging offers significant advantages in terms of efficiency, sustainability, and cost-effectiveness. Its lightweight structure reduces transportation and storage costs, making it a preferred choice for modern packaging applications.
Advantages of Flexible Packaging
Flexible & Versatile
Flexible packaging structures can adapt to different product shapes and are available in a wide range of formats, sizes, and designs to meet specific application requirements.
Product Protection
Utilizes material structures that help protect products from physical damage, moisture, and contamination throughout storage, handling, and distribution.
Lightweight & Cost-Efficient
Uses lighter materials compared to rigid packaging, helping reduce material consumption, production costs, transportation expenses, and overall logistics costs.
Customizable
Supports a wide range of customization options, including size, material structure, printing, finishing, and functional features tailored to product and branding requirements, such as zippers, easy-tear openings, and other value-added features.
Convenient & Space-Saving
Its compact design enables more efficient storage, handling, and transportation while maximizing space utilization throughout the supply chain.
High Visual Appeal
Delivers sharp, high-quality printing and detailed graphics that enhance product presentation and strengthen brand visibility in today’s competitive retail environment.
Applications of Flexible Packaging
Food & Snack Products
Examples: rice, coffee beans, chips, biscuits, nuts, candy, instant food, and frozen food.
Beverage & Powdered Products
Examples: coffee, milk powder, powdered beverages, cocoa powder, and health drinks.
Personal Care Products
Examples: soap, shampoo, facial wash, body lotion, and refill pouches.
Household & FMCG Products
Examples: detergent, fabric softener, household cleaners, and daily consumer products.
Pharmaceutical & Healthcare Products
Examples: vitamins, supplements, sachet medicines, healthcare products, and sterile packaging.
Technology & Quality Assurance


Advanced Manufacturing
Powered by European production technology to deliver consistent printing quality, precise color accuracy, and optimal packaging performance.
Key Features
- High-precision printing capability of up to 9 colors
- Consistent color accuracy and print quality
- High-speed slitting and converting processes
- Optimized for large-scale production
- Manufacturing standards for export markets
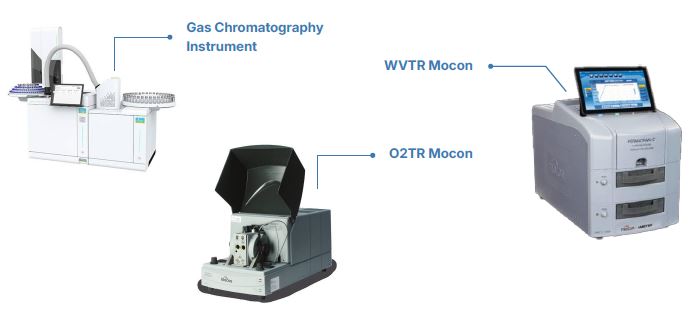
Quality Control System
Supported by quality control systems and material testing to maintain consistent quality throughout the production and distribution process.
Testing Capabilities
- Adhesion & sealing testing
- Packaging integrity verification
- Oxygen & moisture barrier testing
- Color consistency inspection
- And many more